An article from Norwegian SciTech News at SINTEF

Making greener ship propellers
A Norwegian invention is reducing the energy that foundries need to manufacture ship propeller blades.
Denne artikkelen er over ti år gammel og kan inneholde utdatert informasjon.
Some of the propeller blades manufactured by Oshaug Metall AS in Molde are so big that if stood on end they would reach up to the roof of a three-storey building.
In collaboration with Oshaug, SINTEF has developed an energy-saving casting technology which has recently successfully completed pilot trials at the foundry’s manufacturing centre in Norway’s so-called ‘City of Roses’.
“The pilots reveal that the method can save as much as 35 per cent of the electricity currently used to melt the metal we need to cast a propeller”, says Arne Nordmark, a researcher at SINTEF and father of the invention.
Naval vessels and cruise ships
Propeller parts from the foundry in Molde end up in the propulsion systems and lateral propellers in everything from naval vessels to cruise ships.
The smelting furnaces at Oshaug consume as much electricity as a hundred average Norwegian households – amounting to 1.5 million kilowatt hours a year.
“The results of the project so far indicate that we can reduce electricity consumption by half a million kilowatt hours a year, and in this way reduce both costs and negative impacts on the environment”, says Stein Berg Oshaug, Managing Director at Oshaug Metall.
He heads a company of 40 employees and estimates that the new technology will be in operation some time next year.
“Feeding” while casting
Unlike water, which expands when it freezes, molten metals shrink in volume when they solidify. Foundries compensate for this during the casting process by adding a little extra molten metal from reservoirs called ‘feeders’.
The feeder forms part of the mould and is situated above the level of the casting. As the propeller blade solidifies and starts shrinking, additional molten metal is supplied from the feeder.
However, the metal in the feeder also solidifies. But if it is to compensate for the shrinkage in the casting, this metal must not be allowed to solidify before the propeller metal does.
The feeder must retain molten metal right up until the time when the blade becomes solid.
Currently, this is achieved by making big feeders – on the principle that large volumes solidify more slowly than small ones.
Supplying heat
The new invention involves surrounding the feeder with an induction coil that supplies heat which keeps the metal in the feeder molten.
This means that feeders no longer have to be so big in order to do their job. They only have to be large enough to contain the small amount of molten metal needed to compensate for the shrinkage in the casting.
According Nordmark, this is important because;
- Currently, in order to prevent the too rapid solidification of the metal in the feeder, a propeller blade manufactured using traditional casting methods requires a feeder almost as large as the blade itself. A blade weighing 1000 kg may require a feeder weighing as much as 800 kg.
- However, shrinkage during solidification constitutes only about ten per cent of the weight and volume of the propeller blade. If the metal in the feeder is kept molten using heat supplied by an induction coil, only 100 kg are required to compensate for the shrinkage of a propeller blade weighing 1000 kg.
- Instead of having to melt 1800 kg (1000 + 800) of metal, a foundry using the new technology will now need only 1100 kg (1000 + 100). This is what makes the method so miserly in terms of energy consumption.
Increased production capacity
On top of this there is an extra benefit. Because the invention comes close to halving the amount of metal that has to be melted, Oshaug will now be able to cast more propeller blades in a given time (or indeed bigger blades) than its current capacity permits.
“The new technology enables us to increase production capacity by as much as 50 per cent, and in cash terms this is even more than we save in electricity”, says Stein Berg Oshaug.
Less post-casting work
An extra bonus is that there is less need for heavy-duty post-casting work.
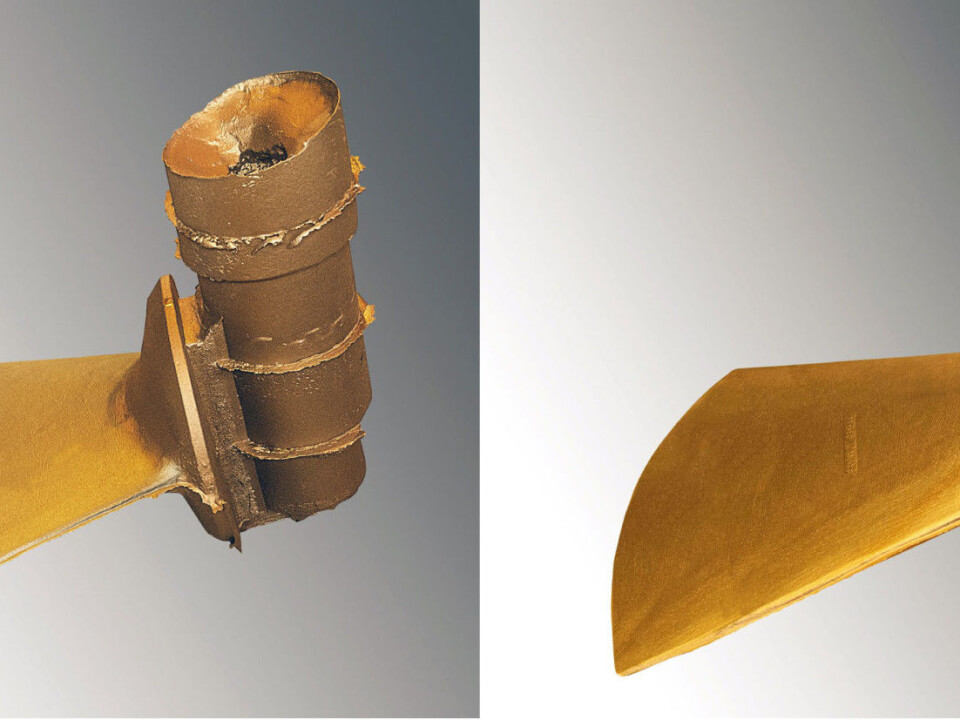
After the casting process is complete and the metal solidified, the feeder metal is cut from the casting for re-melting during the next casting operation. This cutting process is very time-consuming for feeders of large diameter. During the pilot trials of the new technology in Molde, the diameter of the feeder was reduced by 60 per cent, thus reducing cutting work.
“Less post-casting work means lower costs and, moreover, the environment in the foundry is improved when cutting is reduced”, says Oshaug.























